
Die elektrochemische Korrosion greift Metalle dort an, wo Feuchtigkeit, Leitfähigkeit und unterschiedliche Potentiale zusammenkommen. Wer Stahl, Aluminium oder Kupferlegierungen in Bauteilen einsetzt, muss verstehen, wie sich daraus lokaler Materialabtrag, Lochfraß oder Kontaktkorrosion entwickeln. Ich ordne den Prozess hier so ein, dass die chemischen Grundlagen verständlich bleiben und zugleich klar wird, welche Schutzmaßnahmen in der Praxis wirklich tragen.
Die wichtigsten Punkte auf einen Blick
- Korrosion entsteht meist als Redoxreaktion zwischen Metall, Elektrolyt und einem passenden Gegenpol.
- Feuchtigkeit allein reicht oft schon aus, aber Salze, Spalte und Kontaktmetalle beschleunigen den Angriff deutlich.
- Gefährlich sind vor allem lokale Schäden wie Lochfraß und Spaltkorrosion, weil sie von außen lange unsichtbar bleiben.
- Wirksamer Schutz entsteht fast nie durch eine einzige Maßnahme, sondern durch Werkstoffwahl, Konstruktion, Beschichtung und Wartung zusammen.
- Ein gutes Design verhindert Wasseransammlungen, elektrische Kurzschlüsse zwischen Metallen und unnötig hohe Reparaturkosten.
Wie der elektrochemische Angriff im Werkstoff entsteht
Die Normensprache ist hier erstaunlich nüchtern: Korrosion beschreibt eine Reaktion eines metallischen Werkstoffs mit seiner Umgebung, die den Werkstoff messbar verändert. In der Praxis heißt das für mich immer: Es gibt eine Anode, eine Kathode und einen Elektrolyten, also ein Medium, das Ionen transportieren kann. Erst wenn dieser Kreis geschlossen ist, wird aus einem harmlos wirkenden Feuchtigkeitsfilm ein echter Schadensmechanismus.
An der Anode oxidiert das Metall, es gibt Elektronen ab und geht in Lösung. An der Kathode laufen die Gegenreaktionen ab, meist die Sauerstoffreduktion in neutralen oder schwach alkalischen Medien. In sauren Umgebungen kann statt Sauerstoff vor allem die Wasserstoffentwicklung eine Rolle spielen. Wichtig ist dabei: Das Metall verschwindet nicht gleichmäßig und „nett“ von außen nach innen, sondern oft lokal und damit deutlich gefährlicher, als es ein erster Blick vermuten lässt.
Anode und Kathode sind keine festen Bauteileigenschaften
Ich sehe oft den Denkfehler, dass ein bestimmtes Metall immer „die Anode“ oder „die Kathode“ sei. Das stimmt so nicht. Entscheidend ist die jeweilige Stelle im System. Unterschiedliche Sauerstoffversorgung, Gefügeunterschiede, Schweißnähte, Kratzer oder der Kontakt zu einem anderen Metall können eine lokale Zelle erzeugen. Genau deshalb kann derselbe Werkstoff an einer Stelle stabil wirken und an einer anderen bereits abtragen.
Lesen Sie auch: Methan, Ethan, Propan - Chemie verstehen, nicht nur lernen
Der Elektrolyt macht den Unterschied zwischen trocken und aktiv
Ohne einen leitfähigen Wasserfilm läuft kaum etwas. Mit ihm wird die Reaktion schnell dynamisch. Das erklärt, warum Kondenswasser, Spritzwasser oder sogar feuchte Staubablagerungen in der Praxis so relevant sind. Sobald der Film Ionen transportiert, wird der metallische Stromkreis elektrochemisch aktiv. Damit ist auch klar, warum die Frage nach dem Medium immer zuerst kommen muss, bevor man über den Werkstoff selbst urteilt.
Aus dieser Grundlogik ergibt sich der nächste Punkt fast zwangsläufig: Alles, was den Elektrolyten aggressiver, leitfähiger oder dauerhafter macht, beschleunigt den Schaden.
Warum Feuchtigkeit, Salze und Kontaktmetalle den Prozess beschleunigen
In Projekten frage ich zuerst nicht nach dem Lack, sondern nach dem Umfeld. Denn die Umgebung bestimmt, wie schnell sich die Zelle aufbaut und wie heftig sie arbeitet. Eine trockene Innenanwendung verläuft ganz anders als ein Bauteil im Küstenklima, unter Streusalzeinfluss oder in einem feuchten Spalt unter einer Dichtung.
| Einflussfaktor | Was er elektrisch bewirkt | Typisches Praxisbeispiel |
|---|---|---|
| Feuchtigkeit | Ermöglicht den Ionentransport und schließt die Korrosionszelle | Kondenswasser in Gehäusen, Außenbauteilen oder Hohlräumen |
| Chloride und andere Salze | Erhöhen die Leitfähigkeit und können Passivschichten lokal angreifen | Streusalz im Winter, Seeluft, Spritzwasser an Fahrzeugen |
| Kontakt unterschiedlicher Metalle | Erzeugt ein galvanisches Paar mit ungleichem Potential | Stahl mit Kupfer, Aluminium mit Edelstahl, gemischte Befestigungssysteme |
| Spalte und Ablagerungen | Verursachen Sauerstoffunterschiede und lokale Konzentrationszellen | Dichtungen, Überlappungen, Schraubverbindungen, Schmutzränder |
| Temperatur | Beschleunigt viele Reaktionsschritte und verändert die Elektrolyteigenschaften | Warme Prozessmedien, sommerlich aufgeheizte Außenanlagen |
Besonders kritisch wird es, wenn zwei Metalle elektrisch verbunden sind und gleichzeitig im selben Feuchtigkeitsfilm liegen. Dann entscheidet oft das Flächenverhältnis über die Schärfe des Angriffs: Eine kleine anodische Fläche neben einer großen kathodischen Fläche ist ungünstig, weil sich der Abtrag auf eine kleine Zone konzentriert. Das ist einer der Gründe, warum eine scheinbar kleine Konstruktionsentscheidung später einen großen Schaden auslösen kann.
Auch der pH-Wert spielt mit. Saure Medien lösen Metalle häufig schneller an, während alkalische Bedingungen manche Systeme stabilisieren können. Dennoch ist kein Werkstoff „automatisch sicher“, nur weil er in einem anderen Milieu gut funktioniert. Genau dort liegt in der Werkstofftechnik ein häufiger Irrtum: Man überträgt Erfahrungen aus einer Anwendung auf eine ganz andere, obwohl das Medium völlig anders reagiert.Damit ist der Sprung zu den Schadensbildern naheliegend, denn die äußere Form des Schadens sagt oft viel darüber, welcher Mechanismus im Hintergrund gearbeitet hat.
Welche Schadensbilder in der Praxis am relevantesten sind
Der Schaden zeigt sich selten nur als allgemeines „Rosten“. In der Werkstoffpraxis unterscheide ich deutlich, weil die Konsequenzen sehr verschieden sind. Manche Angriffe lassen sich über Masseverlust noch gut abschätzen, andere führen trotz kleiner sichtbarer Fläche rasch zum Versagen.
| Schadensbild | Typischer Auslöser | Warum es kritisch ist |
|---|---|---|
| Gleichmäßiger Abtrag | Breit verteilte elektrochemische Reaktion auf exponierten Flächen | Der Materialverlust ist berechenbar, aber oft über längere Zeit unbemerkt |
| Lochfraß | Lokale Störung der Passivschicht, oft durch Chloride | Wenige kleine Vertiefungen können sehr schnell zur Perforation führen |
| Spaltkorrosion | Sauerstoffarme Zonen unter Dichtungen, Überlappungen oder Ablagerungen | Der Angriff läuft versteckt und beschleunigt sich im Spalt häufig selbst |
| Kontaktkorrosion | Direkte elektrische Verbindung ungleicher Metalle im Elektrolyten | Das unedlere Metall wird bevorzugt abgetragen, oft an Befestigungen oder Kanten |
| Unterfilm- und Unterablagerungsschäden | Feuchte Schichten, Schmutz, lose Beschichtungsbereiche | Die Oberfläche wirkt noch intakt, obwohl darunter bereits starker Angriff läuft |
Gerade bei Edelstahl oder Aluminium ist die Erwartung oft zu optimistisch. Beide Werkstoffgruppen können unter passenden Bedingungen sehr beständig sein, sind aber nicht immun. Wenn die Passivschicht gestört wird, etwa durch Chloride oder einen schlecht entwässerten Spalt, entsteht lokal ein deutlich aggressiveres Milieu als auf der restlichen Oberfläche.
Bei tragenden Bauteilen ist außerdem nicht nur der optische Befund relevant. Ein kleiner Lochfraß an der falschen Stelle kann für eine Dichtung, einen Wärmetauscher oder eine Rohrwand viel kritischer sein als ein größerer, aber gleichmäßig verteilter Abtrag an einer unkritischen Fläche. Deshalb lohnt sich immer die Frage: Welche Funktion fällt zuerst aus, wenn genau dieser Schaden weiterläuft?
Von dort ist der Schritt zum Schutz logisch, denn gute Werkstoffwahl hilft nur dann, wenn Konstruktion und Umgebung mitgedacht werden.
Wie Werkstoffe und Konstruktionen wirksam geschützt werden
Wirksamer Korrosionsschutz ist für mich kein einzelnes Produkt, sondern ein System. Die beste Beschichtung scheitert an einem schlecht entwässerten Spalt, und die beste Werkstoffwahl verliert an Wirkung, wenn das Bauteil dauerhaft feucht bleibt. Ich trenne deshalb immer zwischen passivem Schutz, aktivem Schutz und konstruktiven Maßnahmen.
| Maßnahme | Wirkprinzip | Stärke | Grenze |
|---|---|---|---|
| Beschichtung | Barriere gegen Wasser, Sauerstoff und Ionen | Sehr wirksam auf intakten Flächen | Schwachstellen an Kanten, Kratzern und Fehlstellen |
| Werkstoffwahl und Passivierung | Erhöht die natürliche Beständigkeit des Systems | Reduziert das Grundrisiko deutlich | Allein oft nicht genug in aggressiven Medien |
| Galvanische Trennung | Verhindert den direkten elektrischen Kontakt ungleicher Metalle | Sehr effektiv gegen Kontaktkorrosion | Versagt, wenn leitfähige Feuchtigkeit die Trennung überbrückt |
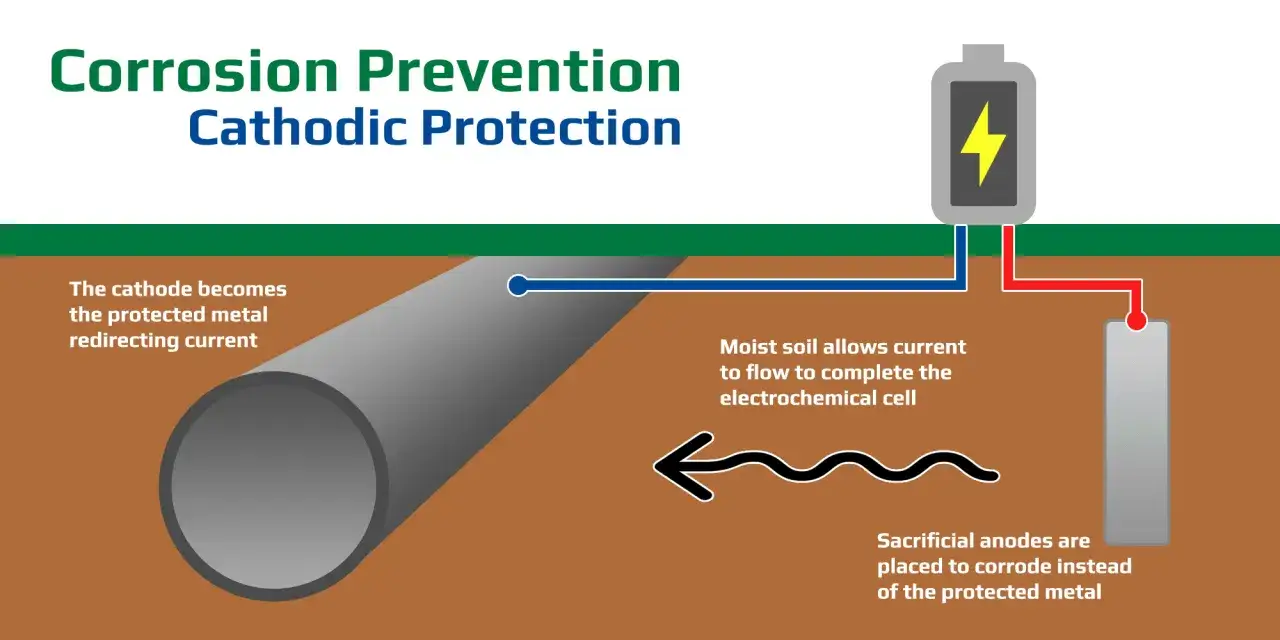
| Kathodischer Schutz | Verschiebt das zu schützende Bauteil in den kathodischen Bereich | Bewährt bei Rohrleitungen, Tanks und maritimen Anlagen | Erfordert Überwachung und passende Auslegung |
| Umgebungs- und Prozesskontrolle | Reduziert Feuchte, Salz, Sauerstoff oder aggressive Nebenprodukte | Sehr stark in geschlossenen Systemen | Im Freien nur begrenzt beeinflussbar |
Beim kathodischen Schutz arbeite ich mit zwei Varianten: Opferanoden aus unedleren Metallen oder Fremdstromsysteme mit geregelter Spannung. In beiden Fällen wird das Bauteil so polarisiert, dass der Angriff am Schutzobjekt deutlich sinkt. In der Praxis laufen solche Systeme oft mit nur wenigen Volt, aber die Auslegung muss stimmen, sonst verschiebt man das Problem nur an eine andere Stelle. Das ist ein gutes Beispiel dafür, warum technische Wirksamkeit und Betriebsüberwachung zusammengehören.
Mindestens ebenso wichtig ist der konstruktive Korrosionsschutz: Abläufe vorsehen, Spalte vermeiden, unterschiedliche Metalle trennen, Kanten sauber beschichten und Wartung überhaupt möglich machen. Ich halte das für den unterschätztesten Teil des Themas, weil er oft keinen sichtbaren Wow-Effekt liefert, aber die Lebensdauer eines Bauteils massiv verlängert. Genau deshalb lohnt sich der Blick auf die typischen Planungsfehler.
Wie ich das Risiko in Projekten bewerte und typische Fehler vermeide
Wenn ich eine Konstruktion auf Korrosionsrisiken prüfe, gehe ich immer mit derselben Reihenfolge vor. Erst das Medium, dann die Geometrie, dann die Werkstoffkombination und erst danach die Beschichtung. Wer diese Reihenfolge umdreht, optimiert oft am falschen Ende.
- Ich prüfe, ob überhaupt ein leitfähiger Feuchtigkeitsfilm entstehen kann.
- Ich suche nach Kontaktpaaren aus ungleichen Metallen und nach leitenden Verbindungspfaden.
- Ich markiere Spalten, Überlappungen, Schraubzonen und Ablagerungsstellen.
- Ich bewerte, ob der Schutzaufbau zu Kanten, Bohrungen und Schweißnähten passt.
- Ich kläre, ob Inspektion, Reinigung und Nacharbeit im Betrieb realistisch möglich sind.
Die häufigsten Fehler sind banal, aber teuer. Dazu zählen fehlende Entwässerung, eine zu optimistische Annahme über die Beständigkeit von Edelstahl, ungeprüfte Materialpaarungen und Beschichtungen, die nur auf großen Sichtflächen gut aussehen. Ebenfalls problematisch ist es, nur das Neuteil zu betrachten. Korrosion beginnt oft an Schnittkanten, Bohrungen, Gewinden oder unter Dichtungen, also genau dort, wo im CAD-Modell die Aufmerksamkeit schnell nachlässt.
Ich halte auch die Wartungsfrage für entscheidend. Ein Schutzkonzept ist nicht dann gut, wenn es auf dem Papier perfekt aussieht, sondern wenn es nach Jahren noch funktioniert. Wer ein Bauteil so auslegt, dass es regelmäßig kontrolliert und bei Bedarf nachbeschichtet werden kann, macht in der Praxis meist mehr richtig als jemand, der sich auf eine vermeintlich „dauerhafte“ Lösung verlässt.
Damit führt der Blick fast automatisch zur letzten Frage: Was bleibt am Ende wirklich ausschlaggebend, wenn ein Bauteil lange zuverlässig funktionieren soll?
Worauf es bei langlebigen Bauteilen den Ausschlag gibt
Für langlebige Konstruktionen zählt am Ende nicht ein einzelner Werkstofftrick, sondern das Zusammenspiel aus Medium, Geometrie, Oberfläche und Pflege. Wer die elektrochemische Angriffskette an einer dieser Stellen unterbricht, gewinnt Zeit. Wer zwei oder drei Stellen zugleich absichert, gewinnt oft Jahre.
Mein pragmatischer Schluss ist einfach: Das beste Korrosionsschutzkonzept ist das, das Feuchte fernhält, Kontaktkorrosion vermeidet, lokale Angriffszonen entschärft und trotzdem im Betrieb überprüfbar bleibt. Genau dort liegt der Unterschied zwischen einem Bauteil, das nur anfangs gut aussieht, und einem System, das im Alltag verlässlich funktioniert.
Wenn Sie Bauteile in aggressiven Umgebungen planen oder beurteilen, lohnt sich immer der Blick auf die drei Grundfragen: Wo ist der Elektrolyt, wo ist die Anode und wo kann der Angriff sich verstecken? Wer darauf saubere Antworten hat, reduziert Materialverlust, Ausfälle und unnötige Instandhaltungskosten deutlich.